|
| |
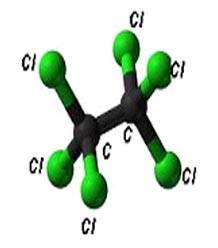
| Hexachloroethane |
PHYSICAL DATA
FORMULA : C2Cl6 (Cl3C = CCl3)
FORM : Crystalline Powder. (Non-flammable Solid)
COLOR : Snow white / White
ODOUR : Camphor Like
MOLECULAR WEIGHT : 236.7
SPECIFIC GRAVITY : 2.1 Gms. / c.c. (Rhombic form)
BULK DENSITY : 1.25 Gms / c.c. (1 Metric Tonne = 1.25 M3)
GRADING (MESH SIZE) : -18 + 150 Mesh BSS
SPECIFICATIONS
PURITY : 99.5% Min.
ASH CONTENT : 0.20% Max.
MOISTURE : 0.03% Max.
MELTING RANGE : 184o C to 187o C
ACIDITY : NIL (Not Detected)
ALKALINITY (As Na2Co3) : 02% max
WATER SOLUBLE CHLORIDES : 0.02% max
FREE CHLORINE : NIL (Not Detected)
IRON : Not Detected
ARSENIC OXIDE : Not Detected
SYNONYMS : PERCHLOROETHANE, CARBON HEXACHLORIDE
HAZARDS : Toxic by ingestion and inhalation
PACKING : 25 Kgs. net in polylined HDPE sacks. (Sea-worthy packing)
STORAGE :
Must be stored in cool, dry and well ventilated warehouse, away from heat and fire.
IMPORTANT :
Product can be supplied without anti-caking agent and in any particular mesh size as per specific requirements of the consumer.
USES
METALLURGY :
HEXACHLOROETHANE is used widely by FOUNDRY FLUX MANUFACTURERS for the production of tablets/pellets which are sold both to primary aluminium smelters and secondary aluminium smelters (foundries& extrusion units) for degassing and refining of aluminium and aluminium alloys.
DEFENCE :
HEXACHLOROETHANE is used as a major component in Pyrotechnic mixtures which are consumed for the production of Smoke Screens / Smoke Grenades (major use will be Ordnance and Ammunition Factories).
VETERINARY :
HEXACHLOROETHANE POWDER is used for making HEXA-B-VET C. This is a veterinary compound in which major component (upto 90%) is HEXACHLOROETHANE. This is fed orally to the cattle, sheep etc. for the treatment (liver fasciolae / liver fluke) of liver disease which if not cured on time, reduces the yield of milk, wool etc.
AGRICULTURE :
HEXACHLOROETHANE is used as an insecticide / pesticide for some of the crops. However there is no published data available on this subject although there are some known usages.
OTHER USES :
HEXACHLOROETHANE is used in moth repellants, in high-temperature lubricants, in organic synthesis.
|
|
|
|
|
| Cover Fluxes |
PRODUCT : TEJA COVER FLUX T-101(Covering & Drossing Fluxes)
COLOUR : Pink
APPLICATION RATE : 0.5 – 1.5% of Melt Weight.
DROSS TYPE : Powdery (Dry)
MELTING UNIT : Crucible & Electric Furnace.
ALLOY TYPE : All Alloys except those containing more than 1% of Mg
REMARKS : Teja Cover Flux T-101 is used for general Purpose Covering& Drossing
PRODUCT FUNCTION :
Protects liquid metal from oxidation and also cleans the melt by absorbing oxide inclusions, its exothermicity melts down aluminium beads to return it to the molten metal.
METHOD OF USAGE :
Half the Quantity of the Flux to be used is added at the time of melting down & the remaining quantity is added as soon as the complete charge is molten & ready for pouring till the dross becomes red & powdery. The Protective Flux cover should not be removed until the time of degassing & Grain Refining.
ADVANTAGES : 1. Curtails Oxidation of metal which prevents melt loss.
2. Removes Oxide inclusions
3. Reduces Gas pick-up.
4. Washes out Non-Metallic Particles.
5. Gives Clear Separation of Slag & Metal.
6.. Reduces Metal content in dross.
PACKING : Strong Polythene lined 25kgs HDPE Bags
STORAGE : Always keep the material at dry place in Air-tight condition to avoid moisture pick-up
NOTE :
The above given application rates and datas are approximate values only. Actual values to be arrived at shop floor depends upon the charge mix, composition of the alloy, type of the furnace and metal temperature etc.
|
|
|
|
|
| Furnace Cleaning Flux |
TEJA FLUXES FOR ALUMINIUM ALLOYS
PRODUCT : TEJA COVER FLUX T-808 (Furnace Cleaning Fluxes)
COLOUR : White
APPLICATION RATE : Depends upon the size & scale build up in the Furnace Walls.
DROSS TYPE : Not Applicable
MELTING UNIT : Rotary, Crucible & Electric Furnace.
ALLOY TYPE : To be used on any Alloy Melting Furnace, Crucible etc.
REMARKS : Used to remove Oxide build-up on furnace Walls.
PRODUCT FUNCTION :
Softens Oxide build-up on furnace walls by means of chemical reaction and exothermicity.
METHOD OF USAGE :
Sprinkle immediately over the Furnace Walls after discharge of the Molten Metal by continuously applying heat and it will soften the hard Oxide build-up on furnace walls by means of exothermic chemical reaction.Sprinkle the Flux till the complete removal of Oxide build-up over the walls of the container. At the time of softening, remove the scale by using suitable device.
ADVANTAGES : Furnace Cleaning Flux retains the melting capacity and efficiency of the furnace by improving the life of the refractory lining while saving the fuel.
PACKING : Strong Polythene lined 25kgs HDPE Bags
STORAGE : Always keep the material at dry place in Air-tight condition to avoid moisture pick-up
NOTE :
The above given application rates and datas are approximate values only. Actual values to be arrived at shop floor depends upon the charge mix, composition of the alloy, type of the furnace and metal temperature etc.
|
|
|
|
|
| Fluxes For Aluminium Alloys |
FLUXES FOR ALUMINIUM ALLOYS
PRODUCT : TEJA COVER FLUX T-808 (Furnace Cleaning Fluxes)
COLOUR : White
APPLICATION RATE : Depends upon the size & scale build up in the Furnace Walls.
DROSS TYPE : Not Applicable
MELTING UNIT : Rotary, Crucible & Electric Furnace.
ALLOY TYPE : To be used on any Alloy Melting Furnace, Crucible etc.
REMARKS : Used to remove Oxide build-up on furnace Walls.
PRODUCT FUNCTION :
Softens Oxide build-up on furnace walls by means of chemical reaction and exothermicity.
METHOD OF USAGE :
Sprinkle immediately over the Furnace Walls after discharge of the Molten Metal by continuously applying heat and it will soften the hard Oxide build-up on furnace walls by means of exothermic chemical reaction.Sprinkle the Flux till the complete removal of Oxide build-up over the walls of the container. At the time of softening, remove the scale by using suitable device.
ADVANTAGES : Furnace Cleaning Flux retains the melting capacity and efficiency of the furnace by improving the life of the refractory lining while saving the fuel.
PACKING : Strong Polythene lined 25kgs HDPE Bags
STORAGE : Always keep the material at dry place in Air-tight condition to avoid moisture pick-up
NOTE :
The above given application rates and datas are approximate values only. Actual values to be arrived at shop floor depends upon the charge mix, composition of the alloy, type of the furnace and metal temperature etc.
|
|
|
|
|
| Carnallite Fluxes |
FUSED CARNALLITE, REFINING FLUXES FOR
ALUMINIUM & MAGNESIUM BASED ALLOYS
TEJA FUSED CARNALLITE FLUX removes non-metallic inclusions, hydrogen, Sodium, calcium and lithium from liquid aluminium and magnesium alloys.
TEJA FUSED CARNALLITE FLUX is a synthetic anhydrous carnallite (KMgCl3, K2MgCl4, K3Mg2Cl7). It is produced in both fine particle and granular form, TEJA FUSED CARNALLITE FLUX reacts quickly and efficiently to remove Sodium, lithium and calcium from molten aluminium and magnesium alloys, as well as from refractory furnace linings, Sodium levels less than 1 ppm is attainable in high Mg aluminium alloys and in the castings.
TEJA FUSED CARNALLITE FLUX removes various non metallic inclusions such as Oxides, Carbides and Borides, and enhances degassing when injected.
ADVANTAGES:
TEJA FUSED CARNALLITE FLUX possesses metal refining property and protects alloys from reaction with atmosphere.
Increases the extrusion speed and die life when extruding profiles.
Reduces the number of breaks in continuous castings.
Eliminates edge-cracks when rolling high Mg aluminium alloys.
Free from fluorides, Zero fluoride emissions, HCl and particulate stack emissions below EPA emission standards for H.A.P. (USA).
It is a Non-hazardous compound.
Low melting point for rapid dispersion (<4900C)
Less hygroscopic than magnesium chloride powders.
USES:
TEJA FUSED CARNALLITE FLUX is used to remove alkali metals from molten aluminium in the melting or holding furnaces, add Refining Flux in the solid charge, or on the heel, just before adding the liquid charge. Stir the metal for effective removal of alkali metals, Hydrogen and inclusions.
TEJA FUSED CARNALLITE FLUX is used for Washing ladles and melting equipments during the manufacture of Magnesium alloys.
|
|
|
|
|
| Degreasing Chemicals |
Product Description
Teja Degreaser-HD is specially formulated Heavy Duty surfactant for the removal of oil, grease, dirt and other foreign contaminants from the surfaces of the ferrous metals. This product is generally used to remove not only mineral oils and greases but also lanoline,Palm oil etc. by hot dip application.
Product Specifications
Colour
Light Pale Yellow Powder
Chemical Composition
Cleaning agents, Surfactants and Additives.
Odour
Nil
Foaming Tendency
Moderate
Reliability
Good
Handling
Avoid Skin Contact
Solubility
Good
pH
Alkaline Range
Toxicity
Alkali
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
5%
Pointage 30 - 35 ml
Dip Time It Depends upon nature of contamination over the components
Temperature 75 - 85°C
Product Operating Procedure
Fill the tank with TejaDegreaser-HD with 2/3 of desired quanity of water and heat it about 75-85°C. Add 5 kgs. Of TejaDegreaser-HD powder per 100 ltrs. bath with continuous agitation till the chemicals are completely dissolved. Fill the tank to the operating level and raise the temperature to 85°C. Stir the bath and draw the sample for the determination of pointage.
Strength of TejaDegreaser-HD bath can be increased if the components are heavily contaminated with heavy oil or grease. Maintenance of the temperature is a very important factor. If the temperature of the bath is low, the efficiency of the degreasing chemical will be affected even if the concentration and the treatment time are increased. The components should be thoroughly rinsed with over flowing water system until unless Teja Degreaser-HD is completely removed till the PH of Water becomes Neutral.
Product Application Equipment.
Teja Degreaser-HD tank should be fabricated with 4 to 5 mm thick M. S. plates (Preferably SS 316 tank) with continuous agitation arrangement by convection current from a heating unit.
Testing and Control Procedure
Pipette out 10 ml. of the bath solution into a conical flask. Add 90 ml. of distilled water and add 2 to 3 drops of indicator methyl orange indicator. Titrate against N/10 sulfuric acid till the colour changes from yellow to red. The burette reading is the pointage. The pointage of the degreasing should always be maintained at the recommended level
Chemical Replenishment
The efficiency of the degreasing bath falls due to the carry over of oils coming from the work is emulsified in the bath solution and presence of the sludge at the bottom. At this stage, Teja Degreaser-HD bath should be discarded and sent to ETP.
Safety Measures
Teja Degreaser-HD contact with skin, eyes, and clothing should be avoided and proper safety precautions should be taken by the operators by using gloves, goggles, face shield and safety clothing. In case of accident, the affected portions should be continuously flushed with water and a physician should be immediately consulted. For further Information please refer our Material Handling and Personal safety Data Sheet No.1.
General Information
Paint Adhesion : Good
Gloss Retention : Good.
|
|
|
|
|
| Derusting And Descaling Chemical |
Product Description
Teja Deruster -P is specially developed to remove light oil, grease and mild scale and rust from iron and steel surface at room temperature. It is done by wiping or by dipping the components in the solution. The treated articles can be oiled or painted directly for further rust resistance.
Product Specifications
Colour
Water White
Chemical Composition
Blend of acids, metal salts, activators etc.
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
25-33%
Pointage
26-30%
Temperature
R.T.
Time
15 - 20 min.
Product Operating Procedure
Immersion Method
Mix one part of Teja Deruster -P with 2 to 3 parts of water in a tank
Dip the components for 15-20 minutes or more, depending upon the amount of rust and oils present.
Teja Deruster -P bath can be heated up to 50-55°C, where uniform derusting and coating operation is required for high rate of production.
Hand Application
Mix one part of Teja Deruster -P with 2 to 3 parts of water
Soak a piece of cotton rag into the solution and apply the solution on the surface of the metal
Rub the cotton rags on the steel surface to loose the oil, grease and rust
Wipe the surface dry
Keep the surface wet throughout by re-using the solution till rust is totally remove.
Product Application Equipment
Teja Deruster -P tank should be fabricated with 3 to 4 mm thick M. S. Plates with continuous convection current heating system.
Testing and Control Procedure
Total Acidity
Pipette out 10 ml. bath solution and make it 100 ml. with distilled water
Pipette out 10 ml. Diluted solution into the conical flask and add 2-4 drops of phenolphthalein indicator solution
Titrate this against N/10 sodium Hydroxide solution till light pink colour is obtained
Note down the volume of the N/10 NaOH consumed.
Safety Measures
Teja Deruster -P is an acidic liquid material, and while handling, proper care should be taken. Protect your eyes, skin, etc. by means of goggles, aprons, gloves and face shields etc. If it comes in contact with skin and eyes, wash thoroughly with a flush of water and get medical advice.For further information please refer our Material Handling and Personal Safety Data Sheet No.2.
General Information
Corrosion Resistance: Excellent
Paint Adhesion: Good
Gloss Retention: Good.
|
|
|
|
|
| Accelerator For Phosphating Chemical |
Product Description
Teja Activator- NL is properly known as accelerator for accelerating the process of zinc phosphating. It enhances zinc phosphate coating deposition at faster rates. Its coating becomes compact, non-porous and corrosion resistance.
Product Specifications
Colour
Colourless Liquid
Chemical Composition
Nitrogen compounds.
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin Contact
Solubility
Good
pH
Slightly Alkaline (in water solution)
Toxicity
Nil
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
As per requirement (To be dissolved in water before use in phosphating bath.)
Product Operating Procedure
Dilute TejaAvtivator –NL in cold water and pour in phosphating bath slowly to avoid excessive evolution of Nitrogen dioxide gas till its desired strength is achieved by testing with starch iodide paper/by titration method.
Product Application Equipment
Plastic Container/M.S. Container.
Testing and Control Procedure
Plastic Container/M.S. Container.
Chemical Replenishment
To be added in phosphating bath solution according to Potassium starch Iodide paper test.
Safety Measures
Teja Activator - NL forms alkaline solution when dissolved in water, so while handling, proper care should be taken. Protect eyes and skin by means of goggles, aprons, gloves and face shield etc. If it comes in contact with skin and eyes, wash thoroughly with a flush of water and get medical advice.
|
|
|
|
|
| Passivation Chemicals |
Product description
Tejapassive is a specially formulated chemical to eliminate contaminants from the pretreatment metal surfaces and also applied to hexavalent chromium coating in order to avoid attachment of oxides, chlorides etc., present in the air.
Product Specifications
Colour
Dark orange liquid
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Good
Solubility
Soluble
Flash Point
Nil
Pollution Hazard
Treatable
Inhibiting Efficiency
High
Product Operating Data
Concentration
0.025 – 0.30% by v/v
Temperature
60 – 70°C
Dip Time
30 secs
pH
4 - 6
Applications
Dip/Spray
Product Operating Procedure
Bath Make Up
For every 100 ltr. of water 0.030 ltr. of Teja passive -100 C to be added in the bath mix thoroughly and heat the bath at 60-70oC.Bath should be made preferably of D.M. water or with water, which has total dissolved solids less than 225 PPM.
Product Application Equipment's M.S. Tank/Spray Plant.
Safety Measures
Tejapassive is a chromic acid based chemical. Proper disposal of effluent is required after neutralizing chromium.
General Information
Corrosion Resistance
Good Paint Adhesion
Good Gloss Retention.
|
|
|
|
|
| Paint Stripping Chemicals |
Product description
Tejastipper-077 is a liquid paint stripper, specially formulated to remove epoxy, melamine, acrylic, polyesters and enamel paints, from ferrous metals. Wax seal of Tejastipper-077 is used only at room temperature, which substantially saves the heating cost effectively and economically removes many types of paint finishes.
Product Specifications
Colour
Brown colour liquid
Odour
Sweet
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin Contact
Solubility
Good
pH
6 - 7
Toxicity
Moderate
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
100%
Temperature
R.T.
Dip Time
15 – 30 minutes
Product Operating Procedure
Put Tejastipper-077 as supplied (concentration) to the processing tank. Dip the components in Tejastipper-077 tank at room temperature till the coating is completely removed. Take out the components and rinse with jet of water to flush off any residual film or coating. Normally the dipping time is about 15 to 30 minutes, depending upon the type and number of coatings to be stripped off.
Product Application Equipment's
Polyplastic Tank
Testing and Control Procedure
No testing is required.
Chemical Replenishment
Discard the bath when its paint removing action slows and makes it fresh.
Safety Measures
Tejastipper-077 is based upon chlorinated base and mixture of various solvents and complex organic chemicals. It is harmful if swallowed and inhalation or direct contact causes burns of eyes and skin. Avoid prolonged breathing of vapours, always use of gloves, aprons, boots, eye shields during the stripping and handling.
General Information
The information on this technical data sheet is based on our skill, experience and test, which we believe to be reliable but Teja metallurgicals and chemicals offers no guarantee and cannot accept responsibility for operations not under their direct control.
|
|
|
|
|
| Chromatising Chemicals |
Product description
Product Description Teja gold-1000 is specially formulated for the treatment of Aluminium and its alloys by immersion method. Teja gold-1000 gives a thin, smooth amorphous oxy-chromate coating, which is normally rainbow in nature of golden yellow in colour. This coating is an excellent base for paint. This is also coated to avoid white rust on aluminium.
Product Specifications
Colour
Reddish Liquid
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin & Cloth Contact
Solubility
Solubile
pH
Acidic Range
Toxicity
Moderate
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
3 – 5%
Temperature
Room
Dip Time
2 - 5 min
Product Operating Procedure
Degreasing
Prior to Teja gold-1000 dip job to be properly degreased either by chlorinated vapour degreasing method or by caustic free degreasing solution.
Rinsing
Rinsing should follow degreasing, job should be properly washed with running water by dip or spray method.
Chromatising
After water rinse the job should be dipped in 3-5% of Teja gold-1000 solution for desired coating.
Water Rinsing
Job should be rinsed properly.
Drying
After water rinsing, job should be properly dried by hot air blowing.
Product Application Equipments
S. S. tank of 3-4 mm thickness
Safety Measures
Teja gold-1000 is based upon organic compound so while handling proper care should be taken. Protect eyes and skin by means of goggles, gloves etc. If it comes in contact with skin and eyes wash thoroughly with flush of water and get medical advice.
|
|
|
|
|
| Combined Degreasing Derusting And Zinc Phosphating |
Product description
Tejaguard is specially developed to remove light oil, grease and mild scale and rust from iron and steel surface at room temperature. It is done by wiping or by dipping the components in the solution. The treated articles can be oiled or painted directly for further rust resistance.
Product Specifications
Colour
water white
Odour
Slightly Pungent
Foaming Tendency
Yes
Reliability
Good
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
25-33%
Temperature
R.T.
Dip Time
15 – 20 min.
Product Operating Procedure
Immersion Method
Mix one part of Tejaguard with 2 to 3 parts of water in a tank
Dip the components for 15-20 minutes or more, depending upon the amount of rust and oils present.
Tejaguard bath can be heated up to 50-55°C, where uniform derusting and coating operation is required for high rate of production.
Hand Application
Mix one part of Tejaguard with 2 to 3 parts of water
Soak a piece of cotton rag into the solution and apply the solution on the surface of the metal
Rub the cotton rags on the steel surface to loose the oil, grease and rust
Wipe the surface dry
Keep the surface wet throughout by re-using the solution till rust is totally removed.
Product Application Equipment
Tejaguard tank should be fabricated with 4 to 5 mm thick M. S. Plates (preferably SS 316) with continuous convection current hating system.
Safety Measures
Tejaguard is an acidic liquid material, and while handling, proper care should be taken.Protect your eyes, skin, etc. by means of goggles, aprons, gloves etc. If it comes in Contact with skin and eyes, wash thoroughly with a flush of water and get medical advice.
General Information
Corrosion Resistance: Excellent
Paint Adhesion: Good
Gloss Retention: Good.
|
|
|
|
|
| Blackening Salt |
Product description
Teja Black is prepared with high performance chemicals for blackening of metals such as Steel and Cast Iron. The components should be thoroughly processed before blackening treatment such as degreasing, de-rusting and water rinse. After blackening treatment the component should be dipped at coolant oil at higher temperature.
Product Specifications
Colour
Pale Yellow
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin & Cloth Contact
Solubility
Highly soluble
pH
Alkaline Range
Toxicity
Moderate
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
1Kg/1000ml water
Dip Time
15-20 min
Temperature
900oC
|
|
|
|
|
| Rust Preventive Oil |
Product description
TejaRP-500 is solvent base rust preventive fluid having excellent water displacing properties for short term protection period. It is specially recommended after the pickling operation.
Product Specifications
Colour
Dark Brown Liquid
Odour
Solvent Smell
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin Contact
Solubility in solvent
Good
pH
7
Toxicity
Moderate
Flash Point
Below 175°F
Pollution
Very Minimum
Product Operating Data
Concentration
100%
Dip Time
1 – 2 minutes
Temperature R.T.
Film
Thin Oily
Non volatile Matter
25% w/v
Drying Time
Indoor 9 months
Protecting period
After Phosphating
Product Operating Procedure
Dip the cleaned and dried component in Teja RP-500. Allow the component to drip for 5 minutes.
The residual film can be easily removed by wiping with rag soaked in Kerosene or mineral turpentine.
Product Application Equipment's M. S. Tank
Testing and Control Procedure
No testing is required.
Chemical Replenishment
Discard the bath level with TejaRP-500 as and when required.
Safety Measures
TejaRP-500 is based upon organic compounds and flammable. So, while handling proper care should be taken. Protect eyes and skin, by means of goggles, aprons, gloves, etc. If it comes in contact with skin and eyes wash thoroughly with a flush of water and get medical advice. For further Information please refer our Material Handling and Personal safety Data Sheet No.2.
General Information
It is recommended for inter operational and for short term protection of components.
|
|
|
|
|
| Drawing Lubricant |
Product description
Tejalube 2000 is a drawing lubricant with very high film strength and is used on cold extrusion and cold operation. It is applied by dip process on the metallic surface which has been properly bonderized. It reacts with Tejalube 2000 coating, forming a lubricant layer, which helps in cold forming of metal and retards the formation of rust.
Product Specifications
Colour Light Pale Yellow Powder
Chemical Composition Blend of soap powders, additives surfaces etc.
Odour Nil
Foaming Tendency Very Moderate
Reliability Good
Handling Avoid Skin Contact
Solubility Infinite
pH Alkaline Range
Toxicity Nil
Flash Point Nil
Pollution Hazard Moderate
Product Operating Data
Concentration 3 - 5%
Dip Time 2 – 3 minutes
Temperature 60 - 80°c
Pointage: TAFa -1 ml (min)
Product Operating Procedure
Concentration of Tejalube 2000 solution may range from 3 -15% depending upon the end operation. Extrusion operation generally requires more concentration than tube-drawing, wire drawing or deep drawing but the optimum concentration is best determined experimentally.
Before using the lubricant determine the free acidity according to method given below. If this is outside th range adjust it by adding required amount of caustic soda or sulphuric acid.
The treatment consists of dipping the job which have been bonderized and properly rinsed in Tejalube 2000 at 60-80° C 4 – 5 mts to permit the lubricant to penetrate and react with coating. The temperature at which Tejalube 2000 is operating should not be allowed to vary more than ±20°C. The temperature is established for each project and generally is in the range of 60 – 70°c. It drainage is a problem because of the shape of components the upper range is advisable.
Product Application Equipment
Tejalube 2000 tank should be fabricated with 3 to 4 mm thick M.S. Plates with continuous current heating system.
Testing and Control Procedure
Sample taken from the hot lubricatly bath may be analyzed immediately. If it is allowed to cool it will become thick and must be repeated for analysis.
Free Acidity
Take 100 ml of Tejalube 2000 from bath. Transfer 10 ml to conical flask. Add 200 ml of (ISOPROPANOL with 2 – 3 drop of phenolphthalein ). Heat to boiling when still hot titrate against N/10 sodium Hydroxide to a permanent pink colour N/10 NaoH used will give free acidity. It should be 0 – 1.00 mls.
Chemical Replenishment
If free acidity is more than 1.00. Add 200 gms of caustic soda (Dissolved in water) in 1000 litres of solution. This will lower the F.A. By 0.5 m.
Safety Measures
Tejalube 2000 is a highly alkaline material. Direct contact can cause burns to eyes and skin, therefore use adequate ventilation. Avoid breathing vapour or mist, do not take internally.
In case of contact, immediately wash eyes or skin with plenty of water for at lease 15 minutes. Get medical attention remove contaminated clothing and shoes, wash them before re-use. If swallowed, wash out mouth with water. Give several gears of water to drink followed by milk of magnesia. Incas of severe exposure get medical attention.
General Information
Corrosion Resistance: Excellent
Lubrication: Excellent.
|
|
|
|
|
| Heavy Zinc Phosphating Chemical |
Product description
Teja phos-300 is an accelerated Zinc Phosphating process, which is specially formulated to produce medium to heavy weight coating on Iron and Steel surfaces by Hot Immersion method. Teja phos -300 is recommended for a wide range of ferrous metal articles such as car accessories, metal cores, forge and cast iron components, small weight coating gives a very good finishing. Manufacturers who use hot dipped / electro galvanized components will find Teja Phos -300 very useful. Giving Zinc-Nickel Phosphate Coating.
Product Specifications
Colour
Light Green Liquid
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin Contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
3.5 litres to 5 litres of Teja phos -300 for 100 litres of bath.
Temperature
60 - 70°C
Immersion
a. For medium weight coating
b. For heavy weight coating
5 –10 minutes
20-40 minutes
Product Operating Procedure
The articles to be processed in the Teja phos -300 solution should be free from oils, greases, dirts, rust and scales etc.
Derusting
Remove rust and scales present on the articles to be processed by immersion in Teja Derusting chemical. If scales are heavy the article should be immersed in Teja Deruster- MA. After pickling rinsing should be carried out thoroughly. If possible in two stages.
Phosphating
Immerse the components in Teja phos -300 bath for 5 to 40 minutes at 60-70 dg.
temperature. Immersion time depends on the type of coating weight required. Medium weight coating can be produced by immersion for 5 – 10 minutes which serves a good base for under gloss pains heavier coatings with Teja phos -300 can be obtained by Immersion for 20 -40 minutes which increase corrosion resistance. Rinse the phosphated articles in cold running water followed by hot water rinse to accelerate drying.
Passivation
Articles should be passivated by immersion in Hot Tejapassivation solution at 70°C for 30 seconds to 1 minute.
Drying
After passivation the articles should be dried immediately. Drying can be done inside a hot air circulating oven or by means of compressed air.
Fill the tank 2/3 with water and add 2.5 to 5 liters of Teja phos -300 per 100 litres. Fill the bath upto its operating level and stir the solution thoroughly. Heat the bath to 70°C and add few kgs. Of degreased iron scrap or steel wool. After 15-20 minutes when the gassing has been ceased, remove the metal and check iron percentage. Ferrous Iron concentration should be 0.05% minimum. Otherwise repeat the operation.
Adjust the pointage of bath to working condition by adding (Teja phos -300). Heat the bath to the operating temperature Teja phos -300 bath can be easily controlled within the operating temperature. Teja phos -300 bath can be easily controlled within the operating limits by simple titration and maintained by periodic additions of Teja phos -300.
Phosphate coating alone do not protect the rusting for long period and required sealing with paint, stain or oil immediately after coating which provides long term protection.
Product Application Equipment
Teja phos -300 tank should be fabricated with 3 to 4 mm thick M.S. Plates with continuous convection current heating system.
Testing and Control Procedure
Total Acidity
Pipette out 10 ml. Of the bath solution in a clean 100 ml beaker or conical flask and 2 to 3 drops of indicator Phenolphthalein and titrate against N/10 NaOH solution to a pink point. The number of Mis required represent the total acid pointage. Bath pointage should be maintained between 28 to 32 ml. Add 125 ml. Of Teja phos -300 per 100 lits of bath for each pointage below 30.
Safety Measures
Tejaphos-300 is an acidic liquid material, and while handling proper care should be taken. Protect eyes and skin by means of goggles, aprons, gloves and face shield etc. When it comes into contact with skin and eyes, wash thoroughly with a flush of water and get medical advice. For more information please see our Material Handling and Safety Data Sheet No.2.
General Information
Corrosion Resistance: Excellent.
|
|
|
|
|
| Tricoat Phosphating Chemical |
Product description
Teja phos -222 is an accelerated hot dip Zinc/Nickel Phosphating process which produces fine smooth coating on steel, Aluminium and zinc surfaces. Smooth coating serves as good base for paint and reduce consumption of paint and retains paint gloss. Teja phos -222 processes are easy to operate and are controlled by simple tests requiring no chemical knowledge. No fumes and odours are given off.
Product Specifications
Colour
Light Green Liquid
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin Contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
5 liter Teja phos -222 and 100 ml.Activator(Tejaphos-NL) or 25 Gms Tejaphos-NP per 100 ltr. of Water.
Temperature
60 - 70°C
Immersion time
5 – 10 min
Chemical Replenishment
Restore the bath to the working level by adding water to makeup evaporation loss and drag out losses. Check the Teja phos -222 pointage.
Safety Measures
Teja phos-222 is an acidic liquid material, and while handling proper care should be taken. Protect eyes and skin by means of goggles, aprons, gloves and face shield etc. If it comes in contact with skin and eyes wash thoroughly with flush off water and get medical advice. For further Information please refer our Material Handling and Personal safety Data Sheet No.2.
General Information
Corrosion Resistance: Excellent.
|
|
|
|
|
| Manganese Phosphating Chemical |
Product description
Teja phos101-M is specially formulated to produce Iron Manages, Phosphate coating on Iron and steel surfaces. This process is used for a wide variety of Industry and application in the treatment of precision components, like Gears, Pistons and rings, Cylinder, Liners, Bearing Surfaces, Military Vehicles, Airplanes, Connecting Rods and host of the other Industrial products find its immense use of ferrous materials when they are fabricated. It reduces wear and tear of moving parts, inhibits corrosion and reduces friction among moving parts.
Product Specifications
Colour
Light green liquid
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid skin contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
8 – 10% v/v
Temperature
92 - 98oC
Time
15 – 20 min.
Product Operating Procedure
Completely degreased, derusted components should be dipped or immersed in Teja phos 101-M solution and keep the temperature at 92 – 98°C for 15 minutes till gassing stops. Excessive etching of the metal surface is likely to take place, which is caused by excessive free acid and which should be controlled.
The most important factor before Teja phos 101-M operation is that the components should be cleaned well, which will affect the grain size of the Tejaphos-101M manganese phosphating coating. It should be absolutely free from oils, soils and rust.
Product Application Equipment's
Teja phos 101-M tank should be fabricated with 4 to 5 mm thick M. S. (preferably SS 316) plates with continuous convection current heating system.
Iron Contents
Pipette out 10 ml of the bath solution sample of (Teja phos 101-M) into 150 ml beaker, add 2 ml of 50% H2SO4.
Then titrate it with N/10 KmnO4 solution to a permanent pink colour. The ml of KmnO4 solution will indicate the percentage of the Iron in the bath. The normal range is 0.15 to 0.23% Iron.
Generally, Iron contents increase gradually in the running bath and it has to be reduced to a required range. In order to obtain a good and smooth coatings. To reduce the iron contents by 0.5% add 50 gm. Of 35% H2O2 (Hydrogen Peroxide) per 100 liters of solution.
When Iron Content Increases
Add required amount of 35% H2O2 Dilute with water prior to addition to the bath.
Let it react for 15 minutes.
Add required amounts of neutralizer in a slurry form.
Let it react for 15 minutes.
Again check up the iron content and repeat the procedure. The very important thing is to maintain the temperature between 92 to 98oC. Prior to, commencing any production. Let the sludge settle at the bottom to follow this method. Discard the bath when Iron concentration reaches beyond 7 to 8%.
Chemical Replenishment
Since there is a continuous sludge generation in phosphating bath due to phosphating of ferrous metal surface the bath should desludged periodically and chemical concentration should be replenished by adding chemical to achieve specified bath pointage.
Safety Measures
Teja phos 101-M is an acidic liquid material, and while handling proper care should be taken, protect eye, skin by means of goggles, aprons, gloves and face shield etc. When it comes in contact with skin and eyes wash thoroughly with flush off water and get medical advice.For further Information please refer our Material Handling and Personal safety Data Sheet No.2.
General Information
Corrosion Resistance: Excellent.
|
|
|
|
|
| Zinc Phosphating Chemical |
Product description
Teja phos 101RT is an accelerated cold Immersion phosphating process, which produces light to medium weight phosphate coating on iron and steel surfaces. The coating produced by Teja phos 101RT serves as an excellent base for paint and coating formed after surface condition with our (TejaActivator), is of fine crystalline structure and gives good gloss to the paint.
Teja phos 101RT phosphating process gives medium weight coating and protects. Iron and steel surfaces against rusting.
Product Specifications
Colour
Light green liquid
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid skin contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Process
Dip Process
Concentration
5%
Time
20-25 minutes
Temperature
R. T. 20 – 300C
Teja Activator
3 ml
Product Operating Procedure
Degreasing
Water Rinsing
Derusting
Water Rinsing
Activator
Phosphating (Teja phos 101RT)
Water Rinsing
Passivation
Drying
Product Application Equipments
Teja phos 101RT tank should be fabricated with 3 to 4 mm thick M.S. (or preferably SS 316) Plates with continuous current heating system.
Testing and control Procedure
TotalAcidity.
Pipette out 10 ml. of bath solution in a conical flask. Add a few drops of Indicator Phenolphthalein. Titrate with N/10 sodium Hydroxide until permanent pink colour appears. Bath pointage should be maintained between 18 to 22 ml. Adjust the pointage by adding Teja phos 101RT to the bath. For each pointage less add 150 ml of activator per 100 liters of bath.
Teja activator (accelerator) Test starch-iodide paper.
Dip a piece of starch lodide paper in the bath.
No Accelerator
Remains White
Insufficient Accelerator
Pale Mauve
Optimum
Blue to Dark Blue
Excess Accelerator
Black
It is very important to have the correct amount of Activator in the bath. Excess in the bath will cause excess sludge formation and wastage of Teja phos 101RT insufficient addition causes accumulation of Iron salts and throws the bath out of balance.
Titration of activator Pipette out 50 ml bath solution into flask. Add 5ml of concentrated H2SO4and mixed it well. Titrate it against N/10 KmNO4solution to a pink colour which will persist for a few seconds.
Normal limits for (activator) titration is 2.6 ml. Lower limit is preferable. Prior to titration starch iodide paper should be positive. Replenishment – Approximately 30 ml. of 25% Activator solution in water should be added to increase the activator titration by 1 ml.
Chemical Replenishment
Restore the bath to the working level by adding water to makeup evaporation loss and drag out losses. Check the Teja phos 101RT pointage.
Safety Measures
Teja phos 101RT is an acidic liquid material, and while handling proper care should be taken. Protect eye, skin by means of goggles, aprons, gloves, face shield etc. If it comes in contact with skin and eyes wash thoroughly with a flush of water and get medical advice. For further Information please refer our Material Handling and Personal safety Data Sheet No.2.
General Information
Corrosion Resistance: Excellent
|
|
|
|
|
| Zinc Calcium Phosphating Chemical |
Product description
Tejaphos - 003 Forms calcium modified zinc phosphate coating on ferrous and non-ferrous surfaces and hence is widely recommended for automobile, refrigerators, furniture, air conditioners, electrical industries where single coat of gloss paint required. Tejaphos - 003 is an accelerated warm Zinc Phosphating process, which is specially formulated to produce fine and smooth coating on steel and non-ferrous surfaces. Smooth coating serves as a good base for paint and reduces consumption of paint and retains paint gloss. Fine micro crystals of phosphating coating increase paint life and prevents spread of rust even after the damage of paint film. Thus, it prevents blistering of the paint film.
Product Specifications
Colour
Off White Liquid
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin Contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
3 to 5 litres for 100 litres of bath
Temperature
60 – 70 °C
Dip Duration
3 – 5 Minutes
Accelerator
250ml/100 litres of bath. If operated below 70oC
Accelerator Pointage
2 - 6ml
Product Operating Procedure
The complete process for the application of Tejaphos - 003 solution by immersion normally consists of the following steps
Degreasing
Running water rinse
Derusting/Descaling
Running water rinse
Surface Activation
Phosphating
Running water rinse
Passivation
Carryout the Following Operations in The Order Given
Determining the working volume of the tank
Fill the tank with 2/3 of desired quantity of water and heat it about 50°C. Add Tejaphos - 003 at 3 – 5%v/v in to the Bath and stir it well by rising the water to its operating level and rise the temperature to 60 – 70°C. Add 250 ml. of accelerator per 100 ltr. Bath. Now check the pointage of the bath solution and accelerator by Potassium starch Iodide paper. Before starting production the bath should matured and the colour of the solution will be milky white.
Product Application Equipment
Tejaphos - 003 tank should be fabricated with 3 to 4 mm thick M.S. (or Preferably SS 316) Plates with continuous current heating system.
Testing and Control Procedure:
Total Acidity
Pipette out 10 ml. Of the solution in a conical flask. Ass few drops of indicator Phenolphthalein and shake it well. Titrate against N/10 NaOH until permanent pink colour persists. The number of ML of N/10 NaOH added is the pointage of the bath. Adjust the pointage by adding Tejaphos - 003 to the bath for each one pointage less add 125 ml. Of Teja activator per 100 litres of bath.
Accelerator (Tejaactivator) test by starch Iodide Paper
Check the bath temperature. Dip a piece of starch Iodide paper in the bath. After some seconds the colour will Indicate the concentration of the bath.
Tejaactivator (Accelerator)
Starch Iodide Paper
No Accelerator
Remain White
Insufficient
Pale Mauve
Optimum
Blue to Dark Blue
Excess
Black
It is essential to have correct amounts of accelerator, excess addition of accelerator in the bath causes sludge formation and wastage of Tejaphos - 003.
Titration Test for (Teja Activator) Concentration
Pipette out 50 ml. Bath solution into flask. Add 5 ml of concentrated H2SO4 and mix it well. Titrate against 0.1N. KmnO4 solution to a pink colour which persists for few seconds.
Note, the number of ml. of 0.1N KmnO4 added in the (Teja Activator) concentration. Normal limit forTejaactivator) titration is 2-6 ml. Lower limit is preferable.
Approximately 30 ml. Of 25% Accelerator-002 solution in water should be added to increase the (Teja Aactivator) pointage by 1 ml.
Ferrous Iron Concentration
Pipette out 10 ml. Of bath solution in 150 ml. Conical flask. Add 2 ml or 50% H2SO4 and titrate with N/10 KmnO4 (3.16 gms/ltr.) solution to pink end point persisting for 15 seconds. Multiply by the titration reading with 0.56, we get percentage of Ions in the bath.
Chemical Replenishment
Since there is continuous sludge generation in phosphating bath due to phosphating of ferrous metal surface, the bath should be desludged periodically and chemical concentration should be replenished by adding chemical to achieve specified bath pointage.
Safety Measures
Teja Activator is an acidic liquid material, and while handling proper care should be taken. Protect eye, skin by means of goggles, gloves, face shield etc. If it comes in contact with skin and eyes wash thoroughly with flush off water and get medical advice. For further Information please refer our Material Handling and Personal safety Data Sheet No.2.
General Information
Corrosion Resistance: Good
Paint Adhesion: Good
Gloss Retention: Good.
|
|
|
|
|
| Forging Chemicals |
Product description
Tejaphos - 202 is a heavy zinc phosphate compound, which produces excellent Zinc/Iron phosphate coating on Iron and steel supplementary finishes. This product needs accelerator addition in the bath periodically. The conversion coating produced with Tejaphos-202, when used in conjunction with suitable lubricant, reduce friction under low, medium and high forming on components when forged. Lubricants and drawing compounds become firmly anchored to the phosphate coating for improved forging.
Product Specifications
Colour
Light green liquid.
Chemical Composition
Blend of chemicals and additives.
Odour
Slightly Pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid skin contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
7.5% by v/v
Temperature
60-70°c
Time
10-15 min
Accelerator
2.0 – 3.5 ml
Product Operating Procedure
Pickling
Pickling should be carried out either in sulphuric or Hydrochloric Acid, in combination with suitable acid Inhibitors in sufficient strength to remove rust and scale present on the work.
Rinsing
The stage rinsing should be followed after the pickling process, first rinse with cold water and finally rinse with jet pressure. The rinsing tank should be cleaned regularly.
Phosphating
Fill the tank 2/3 with clean water and add recommended amounts of Tejaphos-202. Fill the tank to the operating level with water and mix thoroughly and for total acid and if necessary add enough Tejaphos-202 to bring total acid to operating level and mix thoroughly. Add 30-35 gm of Tejaactivator NP accelerator in the bath by dissolved in cold water. After phosphating with Tejaphos-202, the work should be rinsed with continuous flowing water and subsequently once again rinsed in hot neutralizing solution. The neutralizing solution is made up with 0.1 kg of soda ash per 100 litres of bath.
Operating Recommendation
Proper rinsing is very much essential after pickling in mineral acids, in order to remove the acid residues from the surface of the work. Any carry over of the acid to the phosphating tank will lead to excessive sludge formation leading to deterioration of phosphate coating and high chemical cost.
Proper control of temperature, pointage and time to minimise the chemical consumption.
Thin coating may result from a low bath temperature of insufficient treating time.
Product Application Equipment
Tejaphos-202 tank should be fabricated with 3 to 4 mm thick M.S. Plates with continuous convection current heating system.
Testing and Control Procedure
The Tejaphos-202 is controlled by simple titration for total acids. Ferrous Iron concentration of Tejaphos- (Accelerator) by titration method.
Total Acidity
Pipe out 10 ml. bath solution into a beaker. Add 5-10 drops of indicator Phenolphathalein. Fill the burette to the zero mark. And titrate with N/10 sodium Hydroxide solution. Stir the solution until pink colour appears. Note volume of N/10 Sodium Hydroxide solution used.
Free Acidity
Pipette out 10 ml. of bath solution into a beaker. Add 5-10 drops of Methyle Orange Indicator. Fill the burette to the zero mark and titrate with N/10 Sodium hydroxide Solution. Stir the solution until pink colour appears. Note volume of N/10 sodium Hydroxide solution used.
Accelerator Titration
Pipette out 10 ml. of bath solution into flask. Add 5 ml of concentration H2SO4 and mix, Titrate against N/10 Kmno4 solution a pink colour which will persist for few seconds. Note the number of ml of N/10 KmnO4 added in the solution. Normal limits of Tejaactivator (Accelerator) titration is 2-6 ml. Lower limit is preferable, Prior to titration. Starch lodide test should be positive. Approximately 30 ml of 25% Teja Activator (Accelerator) solution in water should be added to increase the Teja Activator (Accelerator) pointage by 1 ml.
Determination of Iron Contents
Pipette out 10 ml of bath solution in 150 ml. conical flask and titrate with N/10 KmnO4 (3.16gm/litrs) solution to a pink end point persisiting for 15 seconds. Multiply the titration reading with 0.56 to get percentage of ferrous Iron in the bath.
A fresh bath when aged with steel wool or steel scrap as described earlier should give ferrous Iron concentration of about ferrous 0.5% for a normal loading in the bath, the ferrous Iron concentration will stay with 0.05% o 4%.
Chemical Replenishment
Add 135 ml. Of Tejaphos-202 per 100 ltrs. Bath for each point lacking. The bath should be kept with in 1 ml of the specified titration values.
During the processing sludge is formed and the same is accumulated in the bottom of the tank. It should be removed at regular intervals. Sludge removal is carried out by decanting the clear solution is restored to its operating level by adding water and chemical in the recommended proportion as used in the original bath.
Safety Measures
Tejaphos-202 is an acidic liquid material, and while handling proper care should be taken. Protect eye, skin by means of goggles, aprons, gloves and face shield etc. If it comes in contact with skin and eyes wash thoroughly with a flush of water and get medical advice.
General Information
Corrosion Resistance: Excellent
Lubrication During Wire Drawing: Excellent.
|
|
|
|
|
| Wire And Tube Drawing Chemicals |
Product description
Teja phos-200 is a warm accelerated process, which produces an extremely fine crystalline heavy zinc phosphating coating on iron and steel to facilitate cold forming of the specially meant to smooth wire drawing and tube drawing. The coating obtained is adherent and has an excellent wear resistance and lubricant absorption.
This chemical has following advantages
Higher drawing speed
Longer tool life
Improved surface finish
Eliminating metal to metal contact
Protection against corrosion
Product Specifications
Colour
Light Green Liquid
Odour
Acrid
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid Skin Contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Concentration
5 – 9% (Approximately)
Temperature
60 – 70°c
Time
10 – 20 min
The following process sequence is to be followed
Degreasing
Water Pickling
Acid Pickling
Water Rinsing
Phosphating
Water Rinsing
Soap Lubrication
Product Application Equipments
Teja phos -200 tank should be fabricated with 4 to 5 mm thick M.S.(Preferably SS 316) Plates with continuous convection current heating system.
Safety Measures
Teja phos -200 is a highly acidic material and with powerful oxidizing agents direct contact cause burns of eyes, skin ear and use adequate ventilating. Avoid breathing vapour or mist, do not take internally.
General Information
Corrosion Resistance: Good
Neutralize with alkaline material dilutent in accordance with national, state and local regulations. If required remove phosphate and heavy metal by precipitating and remove the sludge and dispose off in any practicable manner. Discharge the remaining solution after meeting the prescribed Limits.
|
|
|
|
|
| Dip Iron Phosphating Chemicals |
Product description
Tejaphos-100-SF is a Iron Phosphating Chemical for spray application to produce fine smooth thin phosphate coating on Iron and steel surfaces. The metal surface becomes inert, non conductive, rust resistance and do not allow the rust to crisp whenever any rusting occurs due to external damage. The rust is visualised to the same point & spot and does not spread beneath to the point film. It produces smooth crystalline surface and acquire high grip for paint bonding and there by avoid peeling of paint films due to stress or heat.
Tejaphos-100-SF is a low temperature phosphating chemical, it subsequently saves heating cost. The coating produced with Tejaphos-100-SF process is smooth fine grained and evenly distributed coating.
Product Specifications
Colour
White Liquid
Odour
Slightly pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid skin contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Dipping
Spray
Concentration
1.5-2%
1.5 - 2%
Temperature
25-50*C
25 - 50°C
Time
7-10 minutes
1 – 2 minutes
Pressure
14 point
12 – 15 Psi
Product Operating Procedure
Following process sequence is to be followed
Degreasing
Rinsing
Surface Activation
Phosphating
Rinsing
Rinsing
Passivation
D. M. Rinsing
Drying
Product advantages.
1. Removes thin oil films.
2. Forms light amorphous Iron phosphate coatings over iron and steel components.
3. Forms Zinc phosphate coatings on galvanized steel surfaces by converting a part of
the zinc surface into an integral zinc phosphate coating.
4. Forms aluminium phosphate coating on aluminium surfaces. The phosphate coating so
formed will be a good base for subsequent liquid painting and powder coatings.
5. May be used as 3 (or) 5 stage, depending upon type and degree of oils and superficial
impurities.
6. May be used by dip (or) spray process.
7. In spray process the dwell time is 1-3 miniuts.
8. In dip process the duration of dip is 7-10 miniuts
For every 100 liters of bath
Fill the tank with suitable working level at 1.5% – 2% conc.,
Adjust free acid with soda ash.
stir the bath with pump for thorough mixing
Product Application Equipments
Tejaphos- 100-SF tank should be fabricated with 3 to 4 mm thick M.S./S.S.316 plates with continuous convection current hating system.
SafetyMeasures
Tejaphos-100-SF is an acidic liquid material, and while handling proper care should be taken while handling the material. Protect eyes and skin by means of goggles, aprons, gloves, etc. It comes in contact with skin and eyes wash thoroughly with a flush of water and get medical advice. For further Information please refer our Material Handling and Personal safety Data Sheet No.2.
General Information
Corrosion Resistance: Excellent.
|
|
|
|
|
| Spray Dip Iron Phosphating Chemical |
Product description
Tejaphos-100-IS is a Iron Phosphating Chemical for spray application to produce fine smooth thin phosphate coating on Iron and steel surfaces. The metal surface becomes inert, non conductive, rust resistance and do not allow the rust to crisp whenever any rusting occurs due to external damage. The rust is visualised to the same point & spot and does not spread beneath to the point film. It produces smooth crystalline surface and acquire high grip for paint bonding and there by avoid peeling of paint films due to stress or heat.
Tejaphos-100-IS is a low temperature phosphating chemical, it subsequently saves heating cost. The coating produced with Tejaphos-100-IS process is smooth free grained and evenly distributed coating.
Product Specifications
Colour
White Liquid
Odour
Slightly pungent
Foaming Tendency
Nil
Reliability
Good
Handling
Avoid skin contact
Solubility
Good
pH
Acidic Range
Toxicity
Acidic
Flash Point
Nil
Pollution Hazard
Treatable
Product Operating Data
Dipping
Spray
Concentration
1.5-2%
1.5 - 2%
Temperature
25-50*C
25 - 50°C
Time
7-10 minutes
1 – 2 minutes
Pressure
14 point
12 – 15 Psi
Product Operating Procedure
Following process sequence is to be followed
Degreasing
Rinsing
Surface Activation
Phosphating
Rinsing
Rinsing
Passivation
D. M. Rinsing
Drying
Product advantages.
1. Forms light amorphous Iron phosphate coatings over iron and steel components.
2. Forms Zinc phosphate coatings on galvanized steel surfaces by converting a part of
the zinc surface into an integral zinc phosphate coating.
3. Forms aluminium phosphate coating on aluminium surfaces. The phosphate coating so
formed will be a good base for subsequent liquid painting and powder coatings.
4. May be used as 3 (or) 5 stage, depending upon type and degree of oils and superficial
impurities.
5. May be used by dip (or) spray process.
6. In spray process the dwell time is 1-3 miniuts.
7. In dip process the duration of dip is 7-10 miniuts
For every 100 liters of bath
Fill the tank with suitable working level at 1.5% – 2% conc.,
Adjust free acid with soda ash.
stir the bath with pump for thorough mixing
Product Application Equipments
Tejaphos- 100-IS tank should be fabricated with 3 to 4 mm thick M.S./S.S.316 plates with continuous convection current hating system.
SafetyMeasures
Tejaphos-100-IS is an acidic liquid material, and while handling proper care should be taken while handling the material. Protect eyes and skin by means of goggles, aprons, gloves, etc. It comes in contact with skin and eyes wash thoroughly with a flush of water and get medical advice. For further Information please refer our Material Handling and Personal safety Data Sheet No.2.
General Information
Corrosion Resistance: Excellent.
|
|
|
|
|
|
|
|
|